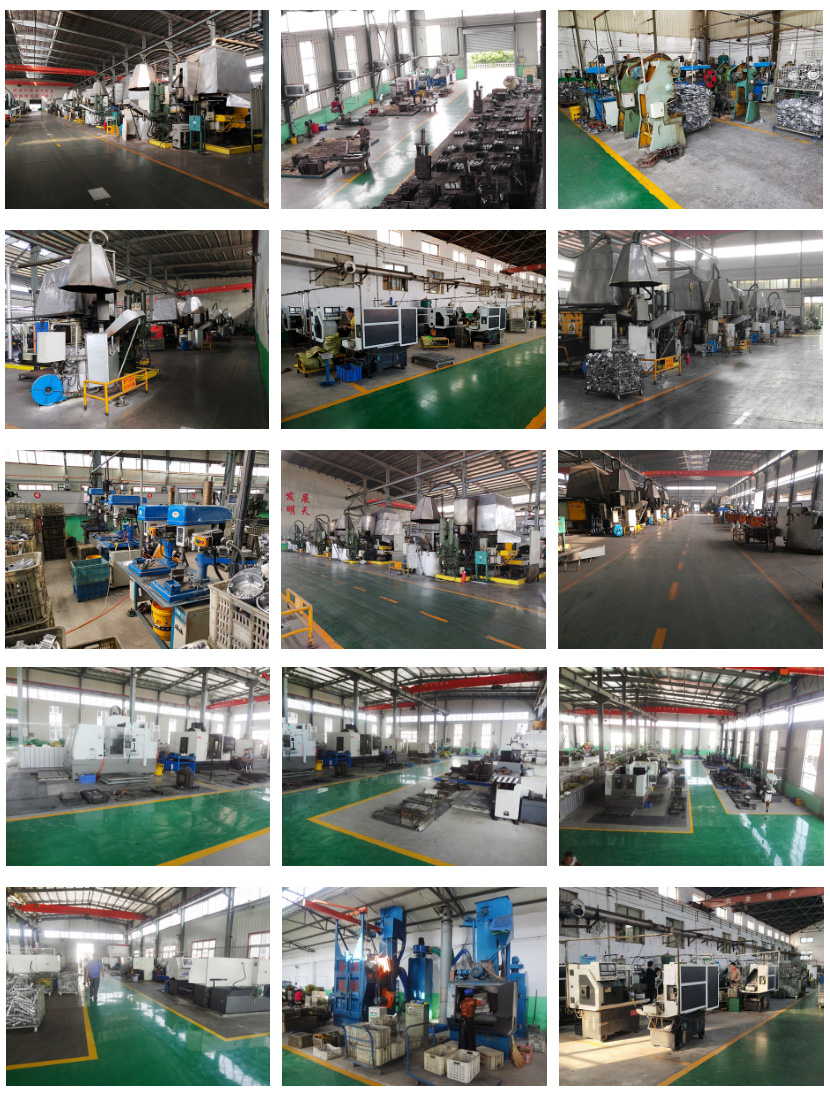
产品详情


125蝶阀铝压铸件壁厚增加,内部气孔、缩孔等缺陷也随之增加,故在铸件有足够强度和刚度的前提下应尽量减少厚度并保持各截面的厚薄均匀一致。
对铸件的厚壁处,为了避免缩松等缺陷,应通过减薄厚度并增设加强肋来解决。
125蝶阀设计肋来增加零件的强度和刚性,同时也了压铸的工艺,使金属的流路顺畅,单纯依靠加大壁厚而引起的气孔和收缩缺陷。
压铸件壁的厚薄对其质量有很大的影响。压铸件表面约0.8~1.2 mm的表层由于冷却而晶粒细小、组织致密,因为它的存在使压铸件的强度较高。而若是厚壁压铸件,其壁中心层的晶粒粗大,易产生缩孔、缩松等缺陷。通常,压铸件的力学性能随着壁厚增加而降低,而且也增加了材料的用量和压铸件的重量。图3.1为铸件壁厚对抗拉强度的影响。图3.2为铝合金压铸件壁厚与抗拉强度及比重的关系。当然,壁太薄可能出现欠铸、冷隔等缺陷。因此,在压铸件有足够强度和刚度的条件下,以薄壁和均匀壁厚为佳。一般情况下,壁厚不宜超过4.5 mm,同一压铸件内 大壁厚与 小壁厚之比不要大于3∶1。压铸件总体尺寸越大,壁厚也应越厚。而壁厚时,该壁厚的面积也应受到的限制。压铸件的 小壁厚与适宜壁厚见表3.11。
为有利于金属液流动和压铸件成型,避免压铸件和压铸模产生应力集中和裂纹,压铸件壁与壁的连接通常采用设计标准推荐的圆角和隅部加强渐变过渡连接。